Celem przedsiębiorstwa jest
opłacalna
produkcja wyrobów odpowiadających specyfikacjom, jest ono
zainteresowane
podnoszeniem wydajności produkcji i jakością wytwarzanych
wyrobów.
Należy więc monitorować i sterować procesami w ten sposób by
praktycznie
wszystkie jednostki spełniały wymagania zapisane w specyfikacjach. Do
tego
celu służą nam właśnie karty kontrolne Shewharta,
Za pomocą karty kontrolnej będziemy mogli
rozstrzygnąć,
czy stwierdzone w danym momencie odchylenie od zadanej normy można
traktować
jako losowe, czy też jest to odchylenie specjalne, którego nie
można
wyjaśnić działaniem przyczyn losowych. Jeśli karta
kontrolna
wykryje specjalne odchylenie od zadanej normy, to następuje emisja
sygnału
o rozregulowaniu procesu. Jest to pierwszy krok w cyklu działań
zmierzających
do wykrycia i wyeliminowania rzeczywistej przyczyny rozregulowania
procesu.
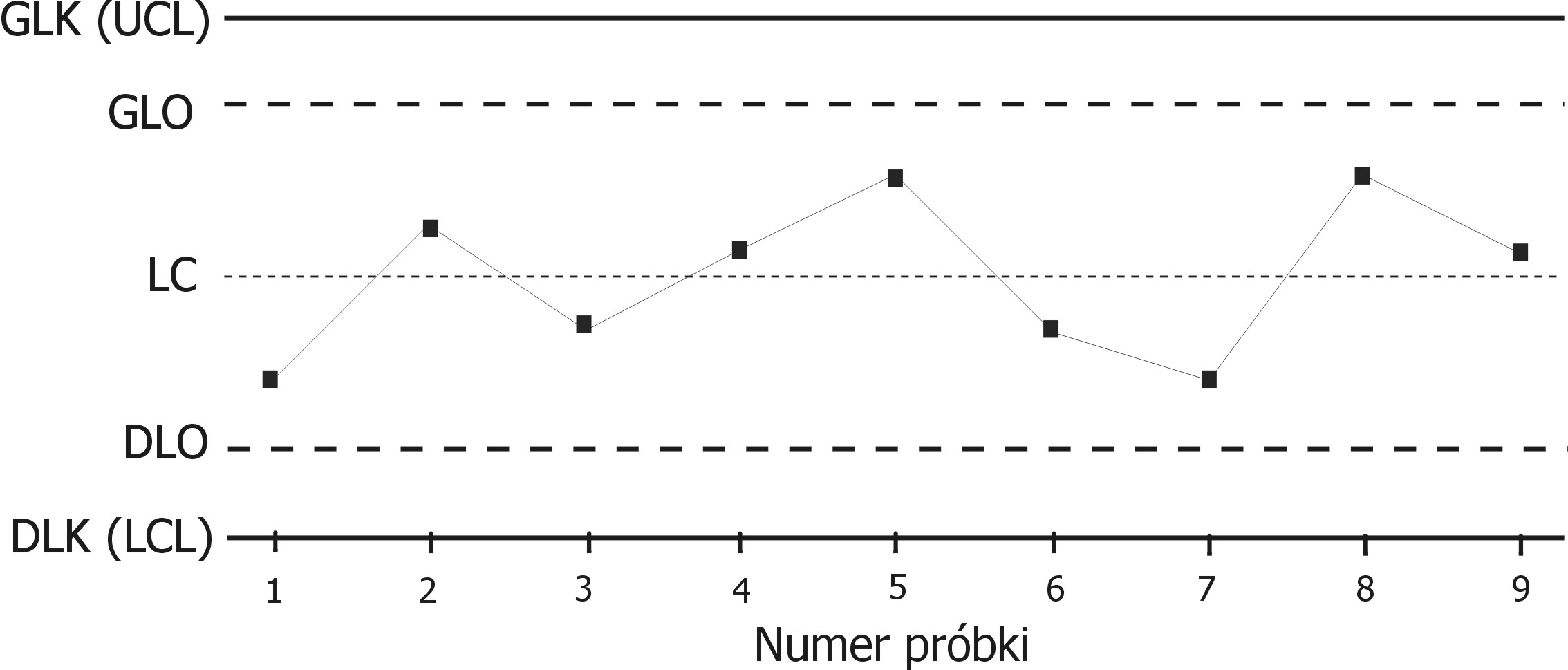
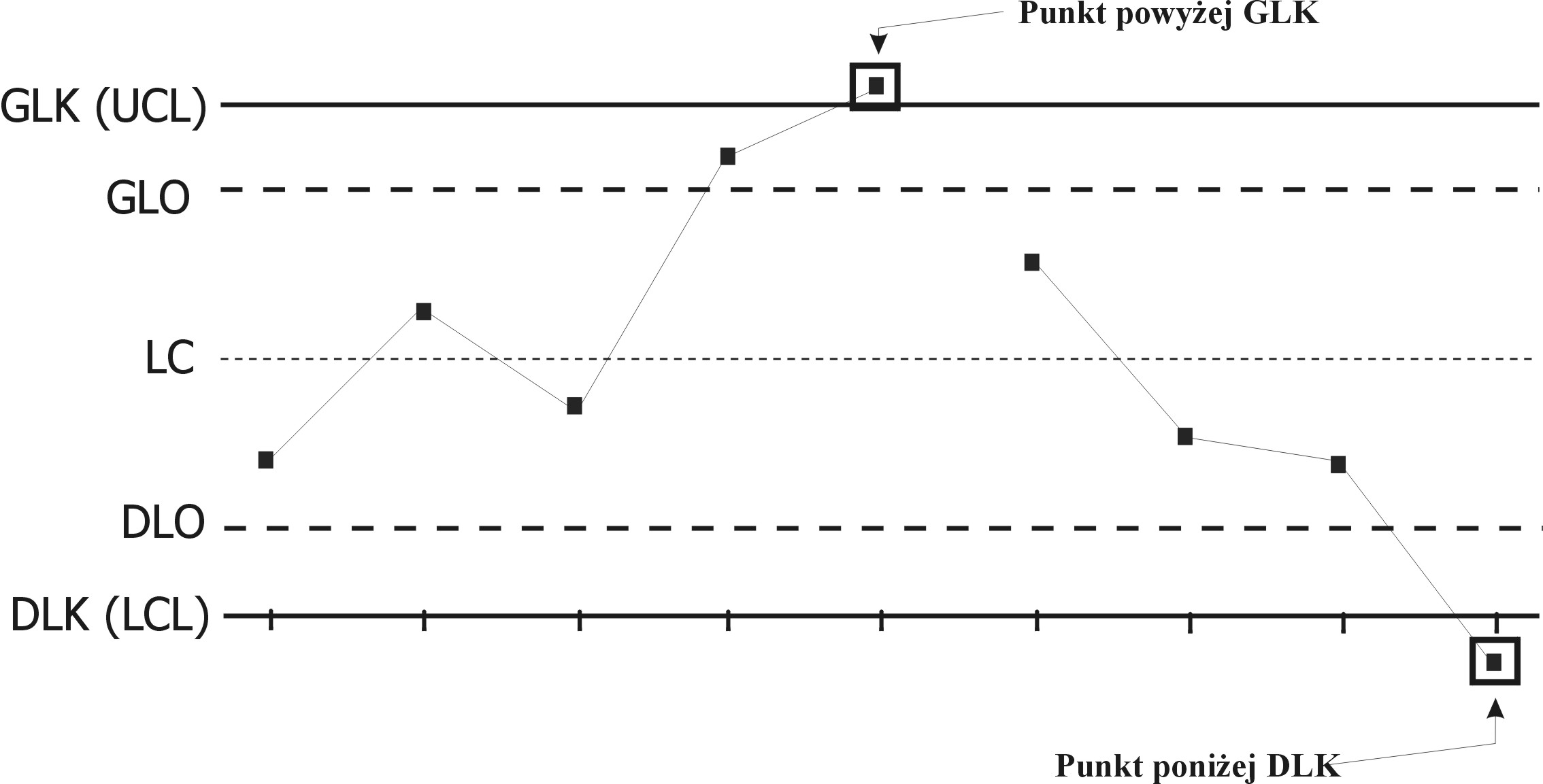
Niebezpieczeństwo rozregulowania procesu jest sygnalizowane pojawieniem
się
na karcie kontrolnej pewnych symptomów :
- punkty poza liniami kontrolnymi (rys. 2), Karty kontrolne dla cech
ocenianych
liczbowo stosuje się, gdy chcemy kontrolować mierzalne czynniki jakości
produktu. Karty przy ocenie liczbowej dają możliwość wnioskowania o
aktualnym
stanie procesu i mogą informować o zmianie jakości zanim pojawi się
problem
nie spełnienia normy.
Zmienność procesów
Jak wiemy żaden z procesów nie jest w stanie nieprzerwanie
tworzyć identycznych jednostek. Zakres odchyleń zazwyczaj jest
mierzalny. Poza losowymi odchyleniami - specyficznymi dla danego
procesu - występują odchylenia specjalne. Połączenie zmienności
losowych oraz specjalnych generuje ogólny przebieg procesu.
Niezwykle istotne jest właściwe wyróżnienie i rozdzielenie
zmienności losowej oraz specjalnej, ponieważ eliminacja lub
minimalizacja ich występowania zazwyczaj koordynowana powinna być przez
różne struktury decyzyjne przedsiębiorstwa.
Zmienność losowa
W znacznej przewadze, szczególnie w procesach przemysłowych,
mamy do czynienia ze zbiorowościami podlegającymi rozkładowi
normalnemu. Jest on typowy dla zmiennych ciągłych, takich jak masa,
objętość, czas, temperatura i inne. (Zmienność procesu powoduje, że
wytwarzając np. łożyska o średnicy 50 mm powstaje także pewna
ilość szerszych i węższych od pożądanych). Jest to zmienność losowa,
która będzie zawsze towarzyszyła danemu procesowi. Jest ona
spowodowana wieloma czynnikami, które są stale obecne, nie są
łatwo rozpoznawalne, każdy z nich stanowi bardzo mały składnik całej
zmienności, nie mający znaczącego na nią wpływu Oddziaływanie więc tych
czynników powinno być uwzględnione przy projektowaniu procesu
poprzez przyjęcie odpowiednich tolerancji technologicznych.
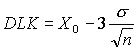
Rozkład normalny jest reprezentowany przez krzywą Gaussa . Z rozkładem
tym związana jest reguła 3 d (sigm - 3 odchylenia standardowe),
mówiąca że w przedziałach:
- X +/- 3 d mieści się 99.73% obserwacji,
- X +/- 2 d mieści się 95,45% obserwacji,
- X +/- 1 d mieści się 68,27% obserwacji.
Często rozkłady charakteryzujące analizowane procesy odbiegają od
wzorcowych krzywych Gaussa . Może być to wynikiem niereprezentatywności
próbki, może także wskazywać na znaczne rozregulowanie procesu.
Istnieją także procesy które generują strumień wyrobów
podlegających innym rozkładom.
Odchylenia losowe są więc wbudowane w system, możemy je redukować
jedynie poprzez zmianę technologii, narzędzi, parku maszynowego poprzez
eliminację różnic cech stosowanych surowców itp. Widać
więc zmiana wpływu odchyleń losowych może nastąpić w wyniku działań
podejmowanych przez kierownictwo.
Zmienność specjalna
Zmienność specjalna przedstawia rzeczywistą zmianę w procesie, może ona
być przypisana identyfikowalnym przyczynom. Przykładami takich przyczyn
są np. wszelkie różnice cech stosowanych surowców,
technologii, działań operacyjnych, narzędzi, różnice w
przygotowaniu parku maszynowego, kontroli utrzymania ruchu będą się
zaliczały do odchyleń systematycznych (specjalnych). Przypadki odchyleń
specjalnych występujące w sposób nieregularny, przypadkowo
(zazwyczaj ze względu na swój miejscowy charakter) - mogą być
korygowane przez koordynatorów określonych procesów.
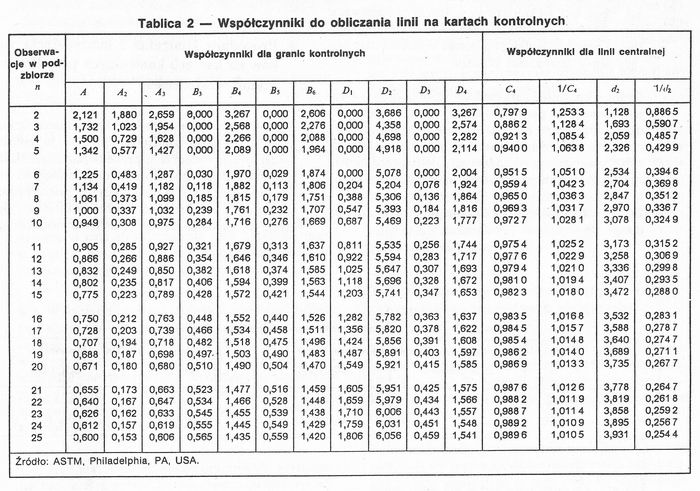
Karty kontrolne dla cech ocenianych liczbowo