
| |
|||||||
| Badanie zdolności procesu |
|||||||
BADANIE ZDOLNOŚCI PROCESU
Pozwala
określić stopień spełnienia przez proces wymogów jakościowych. W
tym celu wykorzystuje wskaźniki zdolności (capability indicies).
Uwzględniając tolerancję badanej właściwości, możemy określić
potencjalne i rzeczywiste zdolności procesu do spełnienia wymagań
jakościowych dzięki czemu możemy stwierdzić ile wyrobów mieści
się w założonych granicach specyfikacji.
Pole tolerancji
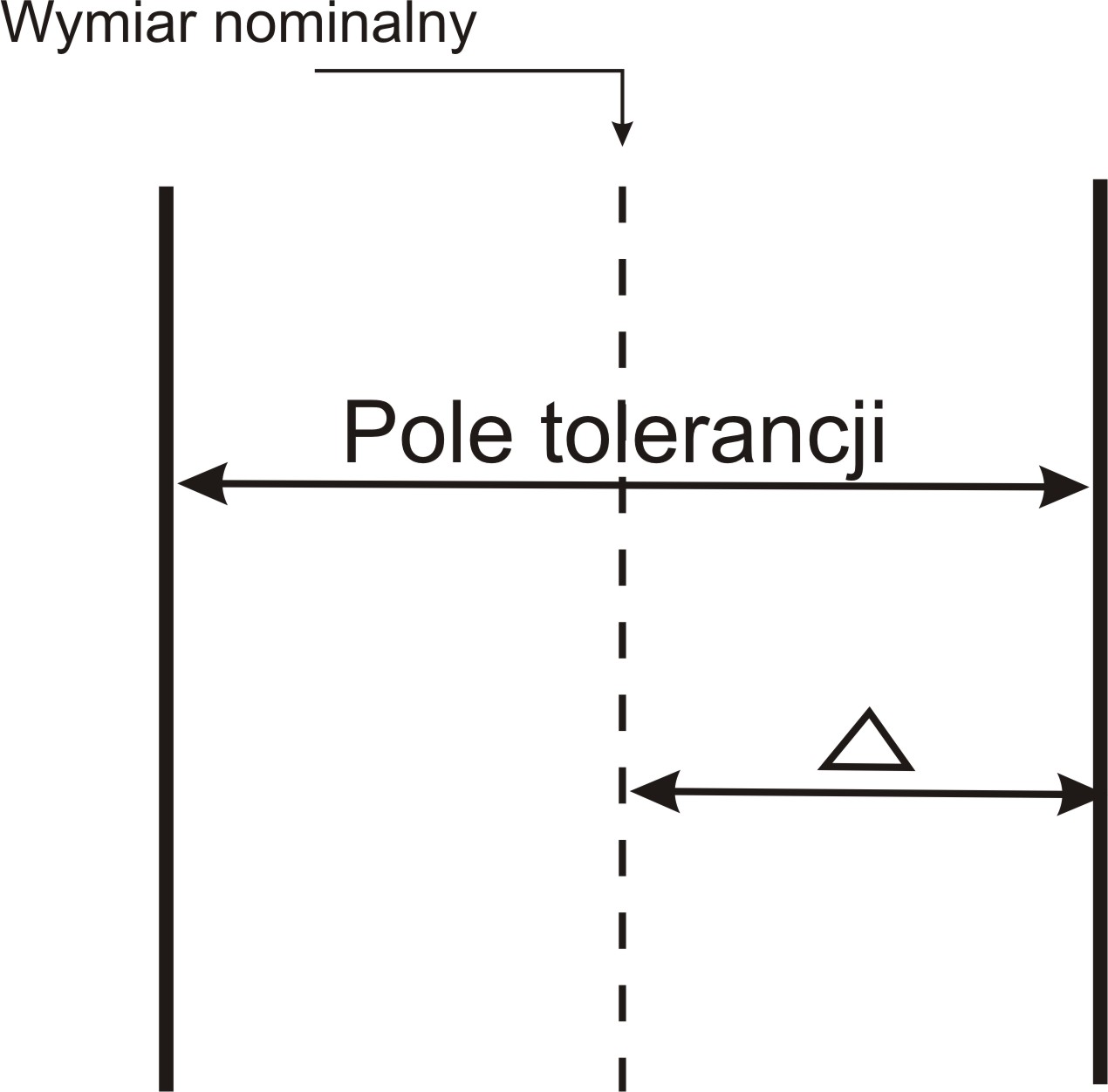
A-
(DLT) dolna linia
tolerancji (dolny wymiar graniczny) /oznaczenia
angielskie LSL/
B-
(GLT) górna
linia tolerancji (górny wymiar graniczny)
/oznaczenia angielskie USL/
Przeprowadzenie badania zdolności procesu
W tym celu z procesu pobierana zostaje
próba zwana próbą zdolności, która zawiera ok. 200
elementów/pomiarów danej cechy jakościowej. Następnie
zostają obliczone parametry statystyczne:
-
średnią arytmetyczną,
-
odchylenie standardowe,
-
rozstęp.
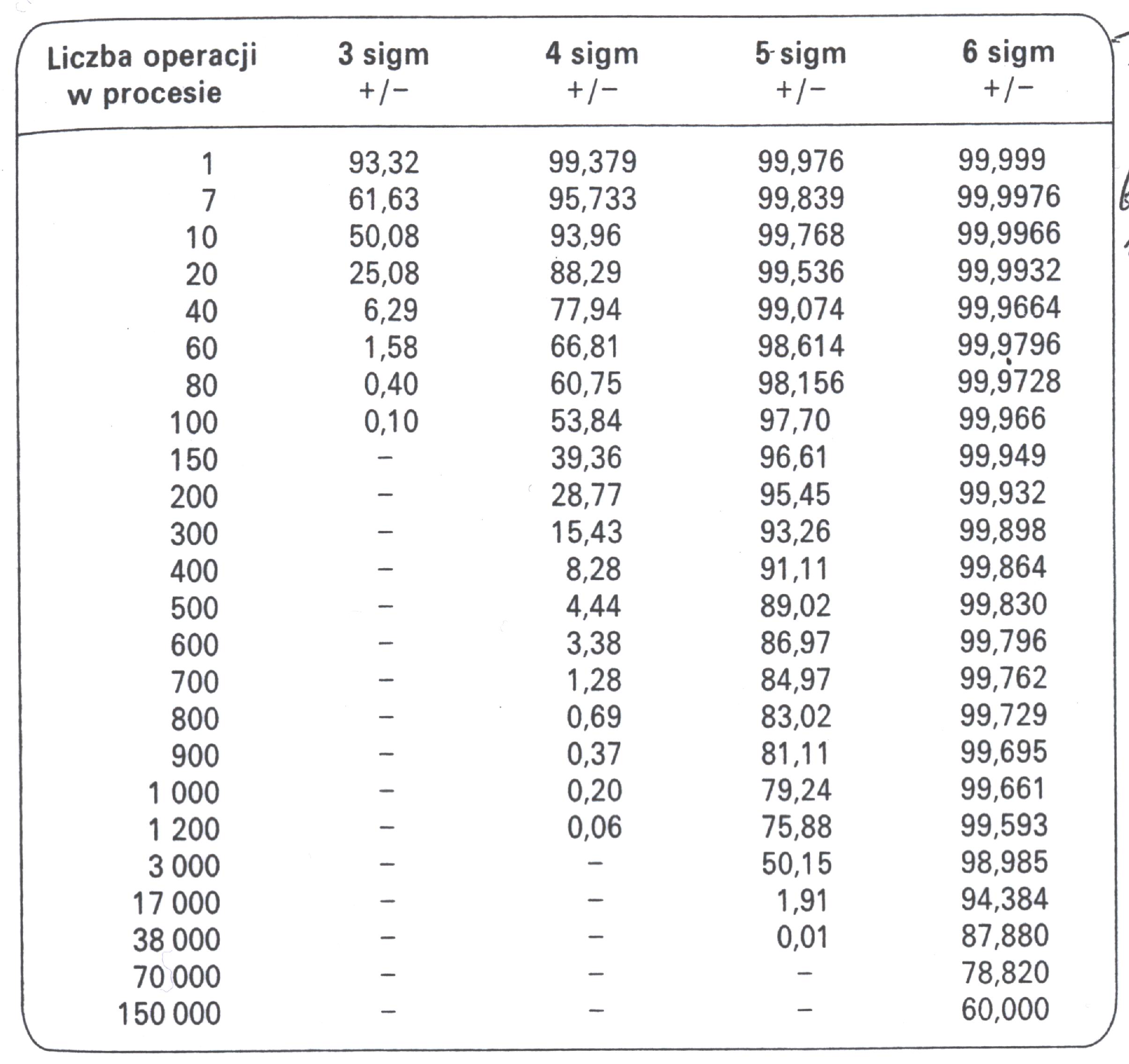
Uzyskana tym sposobem wartość średnia powinna
pokrywać się ze środkiem pola tolerancji, a odchylenie standardowe
stanowić maksimum 1/6 tego pola. Wtedy zakładając, że badana
próba ma rozkład normalny w polu tolerancji mieści się 6 sigm
czyli 99,74% wszystkich wyrobów. Jest
to wymóg minimalny. Należy dążyć by w polu tolerancji mieściło
się 8, 10 czy nawet 12 wartości sigma.
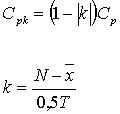
Miarą zdolności procesu do spełnienia wymagań
dokładności są wskaźniki cp i cpk .Wartości
współczynników cp i cpk wyznacza się
z zależności:

gdzie: A, B
- dolny i górny wymiar graniczny,
DLT, GLT - dolna i
górna linia tolerancji,
T
- pole tolerancji,
k – wskaźnik
przesunięcia,
N – wartość docelowa
(wartość nominalna) .
Wskaźnik cp określa potencjalne możliwości procesu do
produkcji wyrobu w określonej tolerancji.
Wskaźnik cpk jest miarą wycentrowania procesu, inaczej
zwaną korygowanym wskaźnikiem zdolności ponieważ uwzględnia także
położenie wartości średniej w stosunku do granic tolerancji. Jeśli cp ¹ cpk , to na proces działa stały czynnik
powodując, że średnia wartość cechy jest różna od środka pola
tolerancji.
Proces jest zdolny czyli spełnia założone wymagania jakościowe gdy :
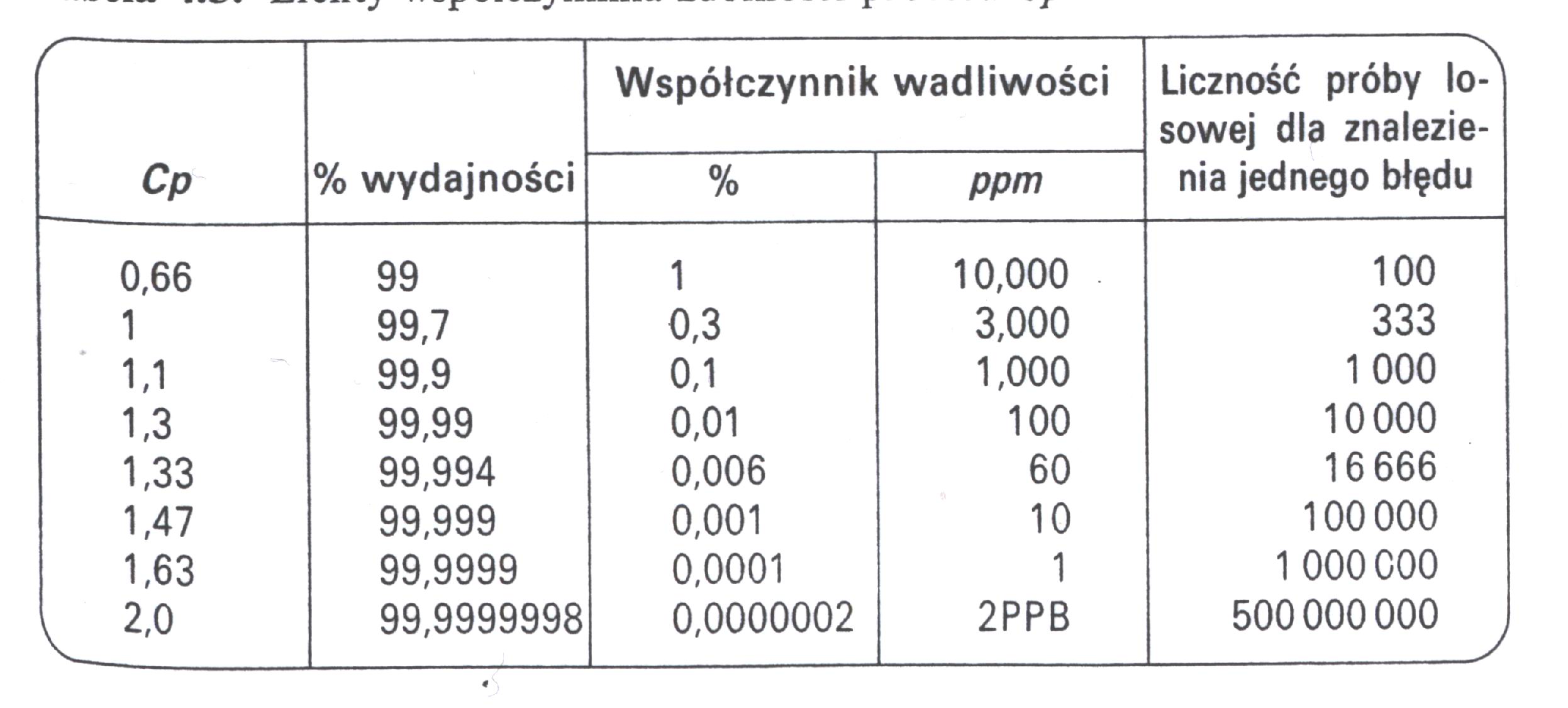
Ocena
wskaźników wadliwości i wydajności procesu
ppm
– (parts per
million) informujący o liczbie błędów przypadających na milion
wyników inaczej oznaczany także przez "dpm" - (defects per
million)
wydajność
procesu –
oznacza procentowy stosunek liczby wyników poprawnych do liczby
wszystkich wyników
| |