 FMEA
Analiza przyczyn wadliwości i
krytyczności wad
FMEA
Analiza przyczyn wadliwości i
krytyczności wadFMEA
Analiza przyczyn wadliwości i krytyczności wad
dr inż. Bartosz SOLIŃSKI
Akademia Górniczo-Hutnicza
Wydział Zarządzania
Katedra Zarządzania Przedsiębiorstwem
Metodę FMEA (Failure Mode and Effect Analysis) - znana też pod innymi nazwami: FMECA (Failure Mode and Criticality Analysis) i AMDEC (Analys des Modes de Defaillace et Leurs Effets) - zaczęto stosować w latach 60 w USA przy wyrobach dla astronautyki. Metodą tą weryfikowano projekty różnych elementów statków kosmicznych, by zapewnić bezpieczeństwo uczestnikom wyprawy. Sukces tej metody w NASA, spowodował, że znalazła ona zastosowanie w przemyśle lotniczym i jądrowym. W latach siedemdziesiątych i osiemdziesiątych metoda ta zadomowiła się w Europie i znalazła nowe zastosowania w przemyśle chemicznym , elektronicznym, a także samochodowym gdzie zaobserwowano największą dynamikę zastosowania tej metody. W latach dziewięćdziesiątych została zaadaptowana w ramach normy ISO 9000, a w szczególności w QS 9000 przeznaczonej dla przemysłu samochodowego.
Metoda polega na analitycznym ustalania związków przyczynowo-skutkowych powstawania potencjalnych wad produktu oraz uwzględnieniu w analizie czynnika krytyczności (ryzyka). Jej celem jest konsekwentne i systematyczne identyfikowanie potencjalnych wad produktu/procesu, a następnie ich eliminowanie lub minimalizowanie ryzyka z nimi związanego.
Dzięki metodzie FMEA możemy ciągle doskonalić nasz produkt/proces poprzez poddawanie go kolejnym analizą i na podstawie uzyskanych wyników wprowadzać nowe poprawki i rozwiązania, skutecznie eliminujące źródła wad oraz dostarczające nam nowe pomysły ulepszające właściwości wyrobu. Można ją wykorzystywać do procesów bardzo złożonych zarówno w produkcji masowej jak i jednostkowej.
Analizę możemy przeprowadzić dla całego wyrobu, pojedynczego podzespołu lub elementu konstrukcyjnego wyrobu, a także dla całego procesu technologicznego lub jego dowolnej operacji
Wyróżniamy dwa rodzaje analizy FMEA: produktu i procesu.
FMEA produktu która jest ukierunkowana głównie na optymalizację niezawodności produktu. W wyniku jej przeprowadzenia uzyskujemy informacje o silnych i słabych punktach wyrobu. Oprócz działań prewencyjnych pozwala na określenie działań, które powinny być podjęte gdy produkt opuści nasze przedsiębiorstwo np. w czasie transportu czy też w serwisie.
FMEA produktu można stosować w różnych fazach powstania produktu:
§ koncepcji produktu
§ przed wdrożeniem do produkcji
§ w czasie wdrażania produktu na skalę przemysłową
§ produkcji
§ eksploatacji.
Analiza może dotyczyć całego produktu lub jego zespołów czy też podzespołów a wyjątkowych sytuacjach jego części. Analiza dotycząca całego produktu jest zajęciem bardzo pracochłonnym, szczególnie gdy poszczególne przyczyny wad różnych części produktu są współzależne. Jest to powód dla którego jest ona najczęściej ograniczona do zespołów i podzespołów danego produktu.
Wady produktu należy szczególnie doszukiwać się w obszarach które mogą dotyczyć:
§ funkcji które wyrób ma realizować,
§ niezawodności wyrobu w czasie eksploatacji,
§ łatwości obsługi przez użytkownika,
§ łatwości naprawy w przypadku uszkodzenia,
§ technologii konstrukcji
Przeprowadzenie FMEA produktu jest szczególnie zalecane w sytuacjach wprowadzania nowych produktów, części, materiałów, technologii, podczas gdy występuje duże zagrożenie dla człowieka lub otoczenia w przypadku awarii wyrobu (brak wad) oraz w przypadku kiedy nasz produkt podlega eksploatacji w szczególnie trudnych warunkach.
FMEA - procesu - jest prowadzona w celu rozpoznania czynników, które mogą prowadzić do ewentualnych zakłóceń procesów wytwarzania. Czynniki te mogą być związane z:
§ metodami obróbki
§ parametrami obróbki
§ środkami pomiarowo kontrolnymi
§ maszynami i urządzeniami
FMEA procesu stosowana jest w początkowej fazie projektowania procesów technologicznych, przed uruchomieniem produkcji seryjnej (planowanie produkcji) oraz w produkcji seryjnej w celu doskonalenia procesów, które są niestabilne lub nie zapewniają uzyskania wymaganej wydajności.
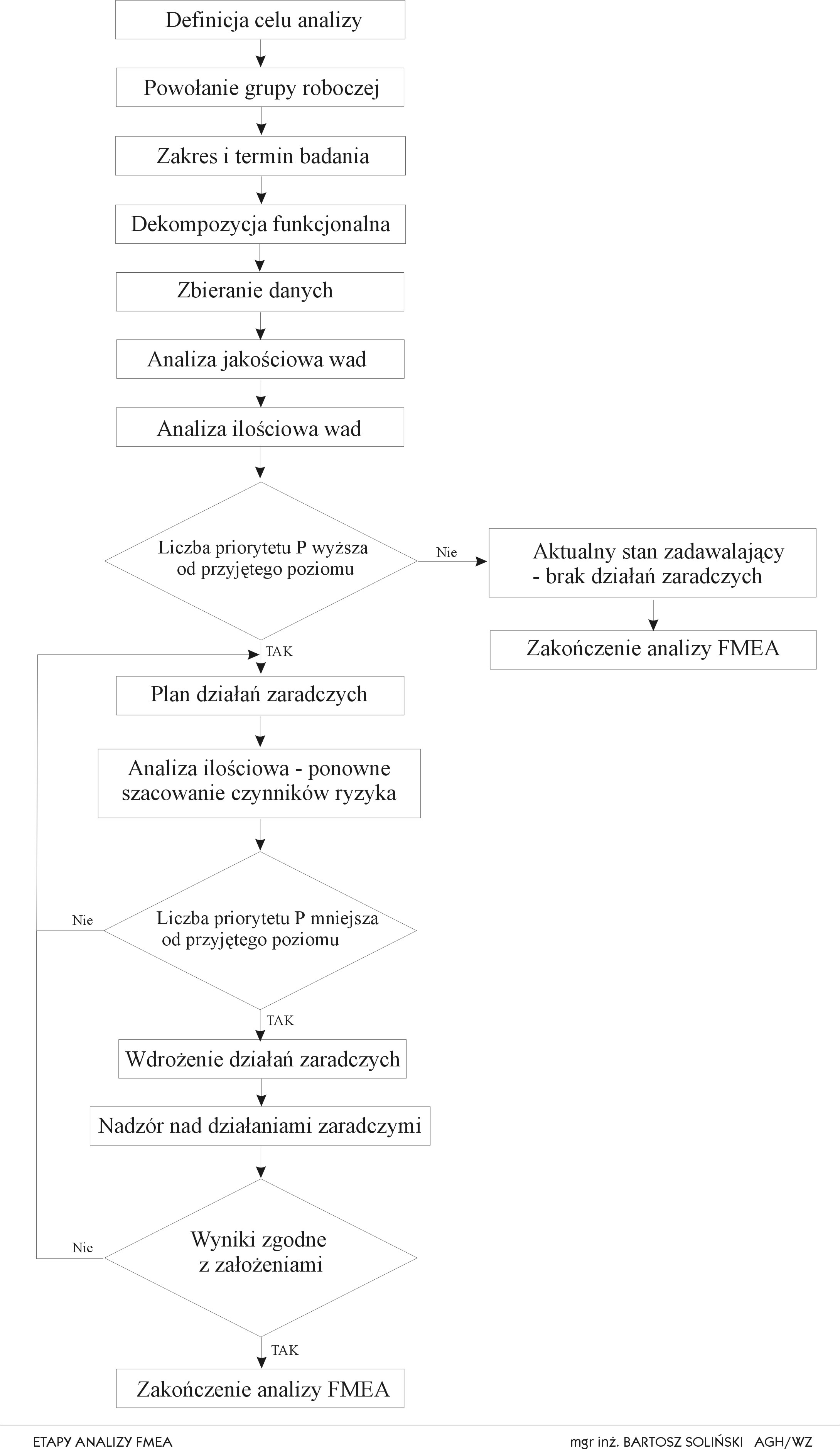
Przeprowadzenie analizy FMEA (schemat 1) przebiega w dwóch zasadniczych etapach. Pierwszy z nich odnosi się do wstępnego przygotowania badania, natomiast drugi polega na przeprowadzeniu właściwej analizy.
{kind=link}
Etap I. Przygotowanie badania.
Etap przygotowania badania obejmuje:
§ Definicje celu analizy
§ Powołanie grupy roboczej
§ Zakres i termin badań
§ Dekompozycje funkcjonalną
§ Zbieranie danych
Etap II . Właściwa analiza.
Właściwa analiza obejmuje następujące etapy:
§ analiza jakościowa wad
§ analiza ilościowa wad (szacowanie czynników ryzyka)
§ opracowanie planu działań zaradczych
§ nadzór nad działaniami zaradczymi
/Wytyczne do wykonania projektu metodą FMEA/
ANALIZA ILOŚCIOWA W METODZIE FMEA
analiza ilościowa wad
Analiza ilościowa ma na celu oszacowanie czynników ryzyka. Ocenia się każdą wadę liczbą całkowitą z przedziału (1-10) ze względu na trzy kryteria:
§ częstość wystąpienia wady (ryzyko wystąpienia wady)- liczba (R)
§ znaczenie wady – jak istotne znaczenie dla klienta będzie miała dana wada - liczba (Z)
§ poziom wykrywalności- opisuje prawdopodobieństwo, że dana wada nie zostanie wykryta przez producenta i trafi do klienta - liczba (W)
/Wskazówki do szacowania wskaźników R,W i Z zamieszczono w tabelach 1,2,3/.
Na podstawie oszacowania liczb krytyczności liczymy liczbę priorytetu RPN (Risk Priority Number) wyznaczając ją wg wzoru:
Wartości które może przyjmować krytyczność wady P zawierają się w przedziale od 1 do 1000. Im wartość P jest większa, tym ryzyko związane z daną wadą jest większe. Najczęściej ustala się pewien poziom krytyczności czyli wartość liczby priorytetu P np.P>100 powyżej którego będą analizowane wszystkie wady.
Generalna zasada mówi, że jeśli poziom krytyczności wady jest znacząco wyższy od 1, wydawane jest zalecenie przejście do następnego etapu czyli podjęcie działań zapobiegawczych, np. poprzez zmodernizowanie konstrukcji lub zmiany procesu technologicznego.
Tabela 1.
Wskazówki do
przyjmowania liczby R
|
Wystąpienie |
FMEA
wyrobu / konstrukcji |
R |
Częstość
występowania
wady |
|
Nieprawdopodobne |
Wystąpienie wady jest
nieprawdopodobne |
1 |
Mniej niż 1 / 1 000 000 |
|
Bardzo rzadko |
Zdarza się stosunkowo mało wad |
2 |
1 na 20 000 |
|
Rzadko |
Zdarza się stosunkowo
mało wad |
3 |
1 na 4 000 |
|
Przeciętnie |
Wada zdarza się
sporadycznie co jakiś czas |
4–6 |
1 na 1 000 1 na 400 1 na 80 |
|
Często |
Wada powtarza się
cyklicznie |
7–8 |
1 na 40 1 na 20 |
|
Bardzo często |
Wady prawie nie da się
uniknąć |
9–10 |
1 na 8 1 na 2 |
Tabela 2.
Wskazówki do przyjmowania liczby W
|
Wykrywalność wady |
Prawdopodobieństwo
wykrycia wady |
W |
|
Bardzo wysoka |
Bardzo małe
Prawdopodobieństwo nie wykrycia wady zanim produkt nie opuści procesu
wytwórczego. Automatyczna kontrola 100% elementów,
zainstalowanie zabezpieczenia. |
1-2 |
|
soka |
Małe prawdopodobieństwo
nie wykrycia wady przed zakończeniem operacji. Wada jest ewidentna,
kilka wad może zostać nie wykrytych. |
3-4 |
|
zeciętna |
Prawdopodobieństwo
średnie nie wykrycia wady produktu przed zakończeniem operacji. Ręczna
kontrola utrudniona. |
5-6 |
|
iska |
Prawdopodobieństwo nie
wykrycia wady wysokie. Ocena subiektywna w zakresie kontroli wyrywkowej
próbek. |
7-8 |
|
ardzo niska |
Prawdopodobieństwo nie
wykrycia wady wysokie. Punkt jest nie kontrolowany. Wada jest
niewidoczna. |
9-10 |
Tabela 3. Znaczenie
wady dla klienta
|
Znaczenie wady dla
klienta |
Z |
|
|
Bardzo małe |
Skutek minimalny, klient
nic nie zauważa, wada nie ma jakiegokolwiek wpływu na warunki
użytkowania wyrobu |
1 |
|
Małe |
Skutek minimalny,
powodujący nieznaczne utrudnienia, Zauważalne może być umiarkowane
pogorszenie właściwości wyrobu |
2-3 |
|
Przeciętne |
Wada wywołuje
ograniczone niezadowolenie i powodujący małe utrudnienia. Wyrób
nie zaspokaja potrzeb lub jest źródłem uciążliwości. Użytkownik
dostrzega mankamenty wyrobu |
4-6 |
|
Duże |
Pojawia się niezadowolenia klienta. Koszt naprawy nieznane |
7-8 |
|
Bardzo duże |
Duże niezadowolenie
klienta, koszty naprawy wysokie z powodu zepsucia całości lub
podzespołu. |
9 |
|
Bardzo duże |
Znaczenie wady jest
bardzo duże, zagraża bezpieczeństwu użytkownika lub narusza przepisy
prawa |
10 |
/Wytyczne do wykonania
projektu FMEA/
/Program FMEA ver. 1,2/